-

无锡市东晨机械制造有限公司
主营:酸洗设备,彩涂设备,钢板平整机,钢板分条机 - 13906178738

无锡市东晨机械制造有限公司
主营:酸洗设备,彩涂设备,钢板平整机,钢板分条机 10
10
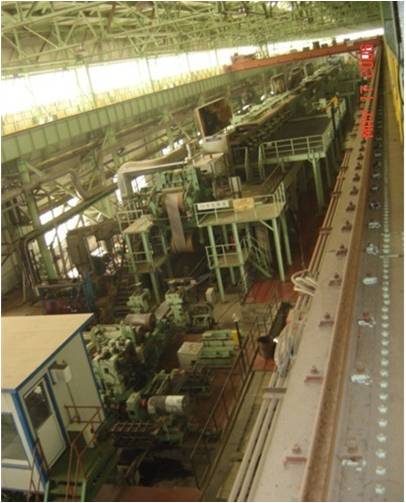
酸洗设备专门针对强酸液体的储存运输、强酸气体的清除等方面。酸洗设备主要有:耐酸碱废液槽、酸洗污水处理设备、不锈铁酸洗钝化液、钢带酸洗设备等。
酸洗生产线分类:
1. 推拉式酸洗
推拉式酸洗机组比连续式酸洗机组简化,机械设备压缩到了较底限度,较大的缩短了机组的长度,减少了占地面积,提高了机组的生产率,并简化了操作。酸洗厚度 范围:0.8~12mm;为了提高生产效率降低运行成本,配置浅槽紊流酸洗系统,根据年产能力可配置预开卷站、双开卷机;可根据用户需要配置单头式、多头 式两种形式;废边处理配置废边卷、废边剪。该技术具有设备结构合理,适应品种多,作业效率高,生产消耗低,操作方便,设备运行故障少等特点。
2. 连续式酸洗
由 于带钢连续的通过盛有酸溶液的酸洗槽所以称为连续式酸洗。可根据年产能或用户需要配置:步进梁、翻钢机、双开卷机、双锥头开卷机、闪光焊机、拉伸破鳞机、 等不同的单机设备,采用浅槽酸洗系统,机组生产能力可达到230万吨,酸洗厚度范围:0.8~6.5mm;宽度范围:600~1900mm。具有酸洗效率 较高,年产能高,加热时间短,机组停车时间短,槽内钢带张力大小容易控制,控制设备简单,消耗的电能少等特点。
3. 不锈钢酸洗
不锈钢酸洗采取热处理、酸洗联合机组处理来料,去掉热轧及退火时在带钢表面生成的氧化铁皮,消除冷轧钢带后的加工硬化;对不锈钢表面进行钝化。对于不同的 不锈钢种,采取不同的退火工艺及相应的混合酸配比以达到较佳的效果。可根据用户需要配置平整机、拉伸矫直机,或预留相应的位置。
酸洗工艺
(1) 普通带钢酸洗:带钢卷经开卷机开卷之后,随之进入矫直机矫直带钢,以保证带钢顺利通过机组,被矫直的带钢经酸洗槽内的酸液除去其表面的氧化铁皮;随后进入 清洗槽,以除去带钢自酸槽中带出的残酸,再经热风烘干装置将其表面烘干,最后经过剪边,切掉头尾并在卷取机上卷成卷。
(2) 不锈钢酸洗:带钢卷经开卷机开卷之后,由卷纸机卷去保护纸,随之进入矫直机矫直带钢,经焊接机连接带钢头尾,然后脱脂,随后进入退火炉退火,然后电解酸洗,随后混合酸洗,如果需要平整,可配置平整机矫平调质冷轧带钢的力学性能,最后在卷取机上卷成卷。